Cet article vous est proposé par Bernard.
L’adhésivage
- Processus
Pour encoller un cuir vous aurez besoin d’un support ( Foam, Texon, ….) , d’un adhésif, d’une pression et selon la colle choisie d’une température plus ou moins élevée.
Suivant votre produit votre pièce en cuir peut être nue, ou assemblée par couture sur un foam ou autre support, dans ce cas de figure nous parlerons de cuir DESOLIDAIRE.
L’opération d’adhésivage va nous permettre d’obtenir un cuir SOLIDAIRE.
Dans le cas d’une coiffe de siège automobile, les pièces cuir sont généralement assemblées avec un foam + envers. Nous allons donc rendre le cuir et le foam solidaire avec un adhésif.
- Adhésif
Il existe deux grands principes d’adhésivage: à chaud ou à froid.
Si l’adhésivage à froid (foam avec un adhésif double face) peut être utilisé pour des formes plates ou convexes, des FRISURES apparaissent sur une forme présentant ne serait ce qu’une légère concavité.
Attention, les contraintes ne sont pas les mêmes pour un appui tête et un coussin de siège soumis à des tests d’entrée-sortie. Ce qui peut être acceptable pour un élément de votre produit peut très bien ne pas l’être pour un autre ce qui rendra le choix de l’adhésif cornélien et vous devrez faire de nombreux tests.
Adhésivage du cuir avec la colle thermofusible Copolyamide
Très utilisé dans l’industrie de l’habillement la colle copolyamide se présente sous la forme d’un film à insérer entre les matériaux à encoller. Pour sa mise en œuvre vous aurez juste besoin d’une thermocolleuse et de papier siliconé dans le cas de l’adhésivage du cuir. La thermocolleuse assurera la chauffe de la colle et la compression des matériaux. Le papier siliconé évitera que la colle n’adhère aux tapis et aux rouleaux de la thermocolleuse.
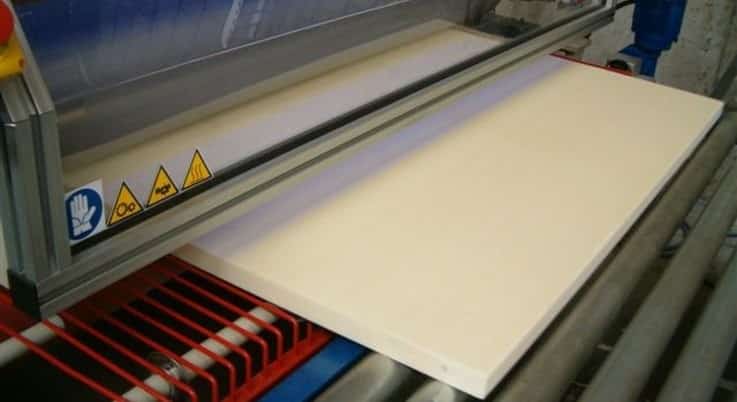
Moyen d’encollage en continue, la thermocolleuse existe en toutes tailles, du modèle pour les centres de R&D jusqu’à celui pour la mise en fabrication série.

- Principe de fonctionnement:
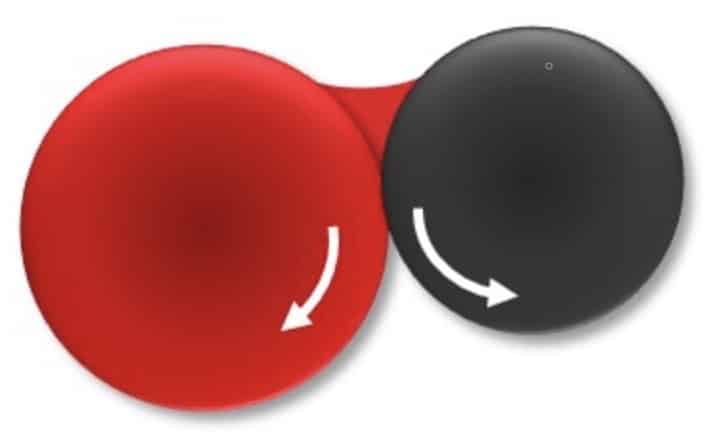
Après avoir superposé les éléments: papier siliconé + foam + colle copolyamide + cuir + papier siliconé, il suffit de déposer l’ensemble sur le tapis de la thermocolleuse qui se chargera de l’amener dans l’enceinte où ce complexe sera chauffé et compressé suivant le principe du calandrage.

- Température de chauffe:
La colle copolyamide a un point de fusion compris entre 110° et 120°C . Pour avoir une adhérence entre les éléments qui soit conforme aux exigences du constructeur vous devrez vous assurer que la température soit atteinte au coeur du complexe car la consigne du tableau de commande ne vous donnera que la température de chauffe.
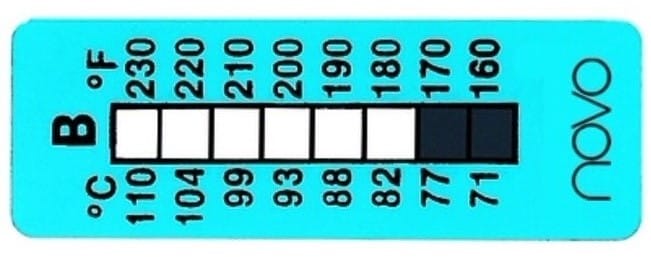
Pour vous en assurer nous conseillons d’utiliser des étiquettes de mesure de température que vous insérerez dessus et dessous les éléments à assembler pendant la phase d’industrialisation. Chaque test devant être suivi d’une mesure d’adhérence en laboratoire afin de corréler les résultats avec les paramètres d’encollage.
- Inconvénients de ce moyen d’encollage:
La température de fusion élevée de la colle et la pression nécessaire au collage des éléments, font apparaitre très vite 2 problèmes majeurs:
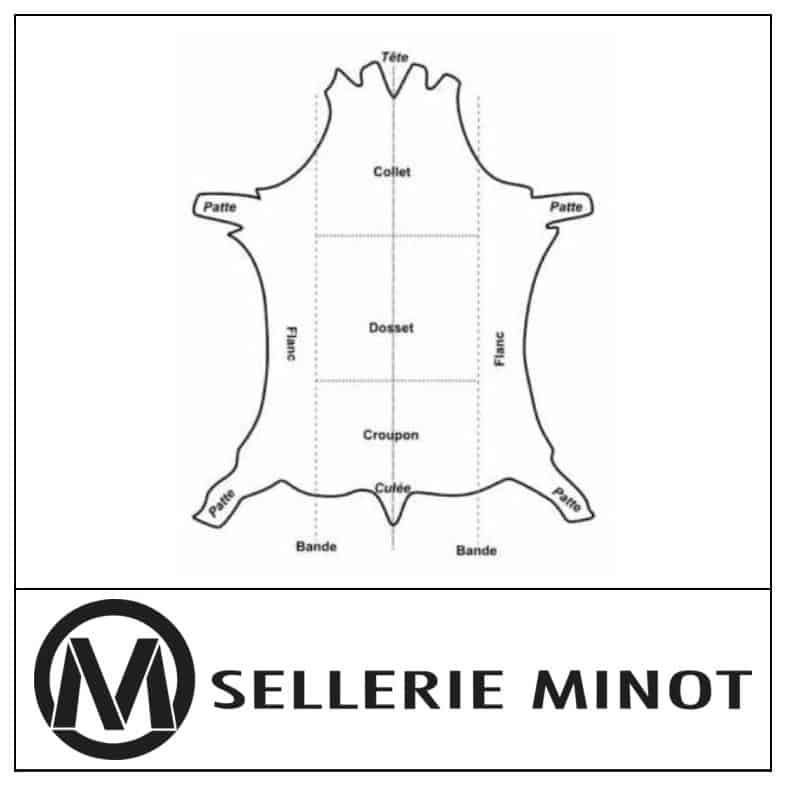
Le premier est le retrait dimensionnel du cuir puisque conformément a ses propriétés hygroscopiques le cuir va se rétracter sous l’effet de la chaleur. Le retrait matière qui n’est pas uniforme selon les empiècements vous obligera à faire une pré-découpe de vos éléments et une découpe finale à l’emporte pièce après adhésivage afin de respecter les tolérances dimensionnelles des pièces. Certes on peut s’en passer mais avec le risque d’avoir une coiffe assemblée qui ne soit pas du tout compatible avec les exigences qualité d’aspect final.
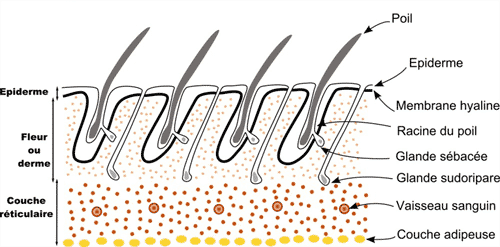
Le second est une diminution du grain du cuir qui peut ne plus être conforme au grain mini acceptable.
De plus , vous constaterez que les pièces encollées présentent une certaine rigidité qui est due au film de colle copolyamide. Cette rigidité aura un impact sur la fameuse frisure que j’ai abordé précédemment et pour laquelle il y a aura un article complet tellement ce défaut d’aspect est lié au type d’adhésivage et à la qualité perçue du cuir.
Par conséquent ce moyen d’adhésivage n’est pas recommandé si vous avez des pièces concaves car les taux de rebuts pour frisures non conformes seront très importants.
- Avantages:
Facilité, rapidité de mise en oeuvre et faible coût des investissements.
Adhésivage du cuir avec la colle thermofusible PUR HOTMELT
L’adhésivage du cuir avec la colle thermofusible Polyuréthane Réactive Hotmelt n’entraine pas de retrait matière (pas besoin de pré-découpe du cuir) et pas de diminution du grain (le cuir n’étant pas chauffé). Cet adhésif élastique à un impact réduit sur la structure du cuir et par conséquent sur le défaut de frisure. En contre parti, sa mise en œuvre nécessite plus de moyens que la Copolyamide
Il est nécessaire de faire fondre la colle solide, puis de la déposer sur le cuir ou le foam et ensuite de presser les matériaux à assembler. Bien que couramment utilisé dans la maroquinerie nous ne recommandons pas l’utilisation d’un pistolet manuel de pulvérisation car ne répondant pas aux critères de répétabilité, le grammage de colle déposé devant être très précis et uniforme.
- Principal Inconvénient de ce procédé d’adhésivage : le matériel
Le vide-fûts de pré-fonte pour l’alimentation de rouleaux d’enduction. Si vous n’avez pas de gros besoins vous pourrez opter pour un générateur de colle.

Une tête d’encollage fonctionnant selon le principe du calandrage. Si la dépose de la colle peut se faire sur le cuir ou le foam nous recommandons de le faire sur le foam car en cas d’utilisation de cuir perforé vous ne pourrez pas faire autrement. L’utilisation de foams d’épaisseurs différentes nécessitera la mise en œuvre de cales de compensation afin d’éviter de changer les réglages d’encollage.

Une presse à pont pour assembler le cuir et le foam.

Des clayettes de stockage pour permettre le temps de réticulation de la colle avant contrôle qualité, découpe et confection.